when discussing the range of debate between seller and buyer during Negotiation process, it is easy to describe this area of options with graphic illustration.
Type A
The area of the negotiation is based on the highest price the buyer can pay vs. the lowest price the seller can sell
Type B
When both sides increases their demands, the area of negotiation is shrinking
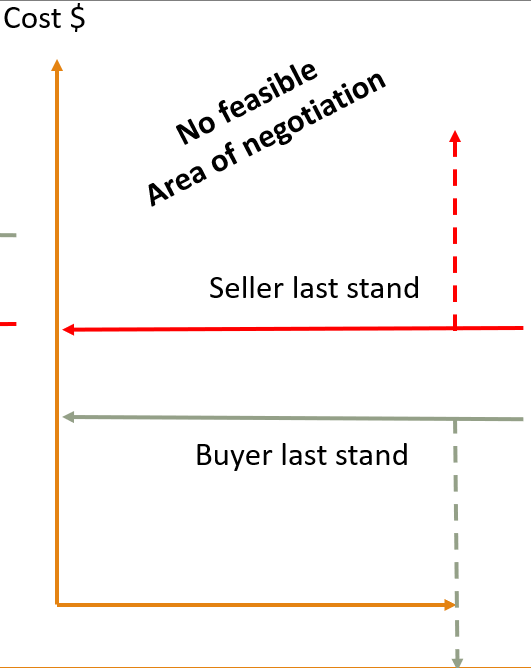
Failure to negotiate
When both sides provides out of boundaries demands, the area is not feasible for negotiation
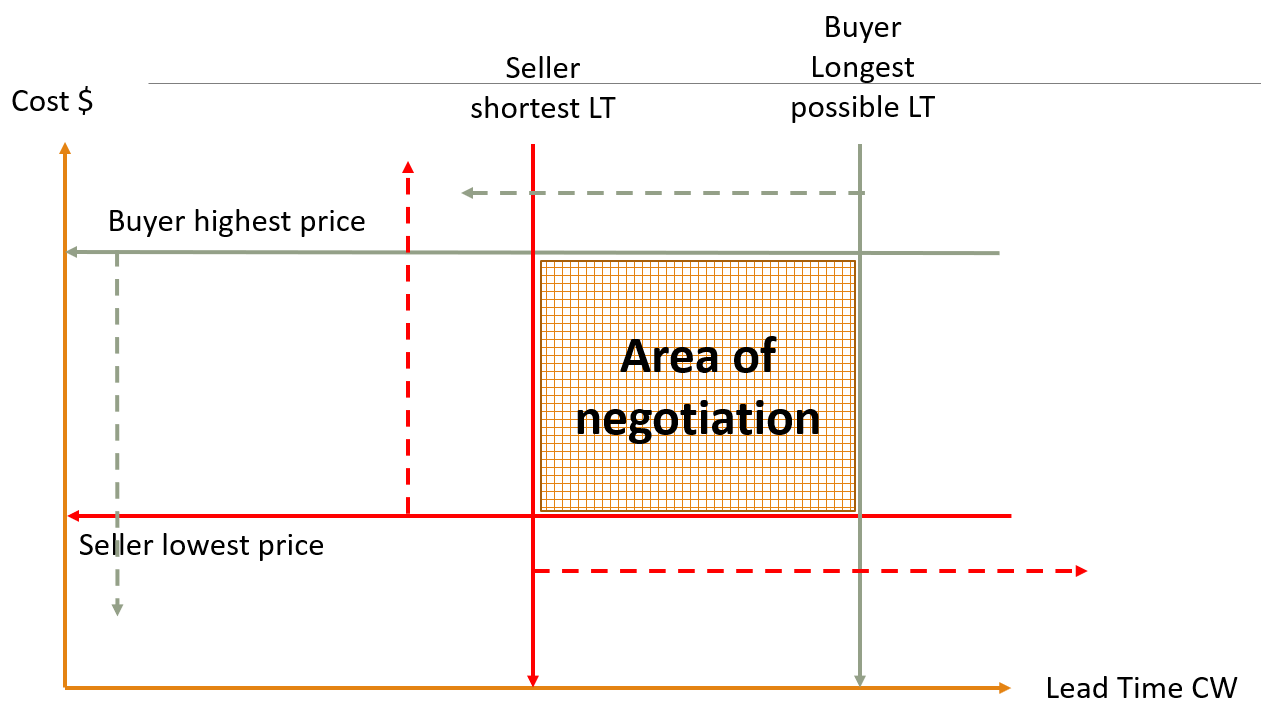
Type C, cost and Lead Time
When a Lead Time factor is added to the negotiation table, the area of negotiation is limited between two axis, cost and Lead Time
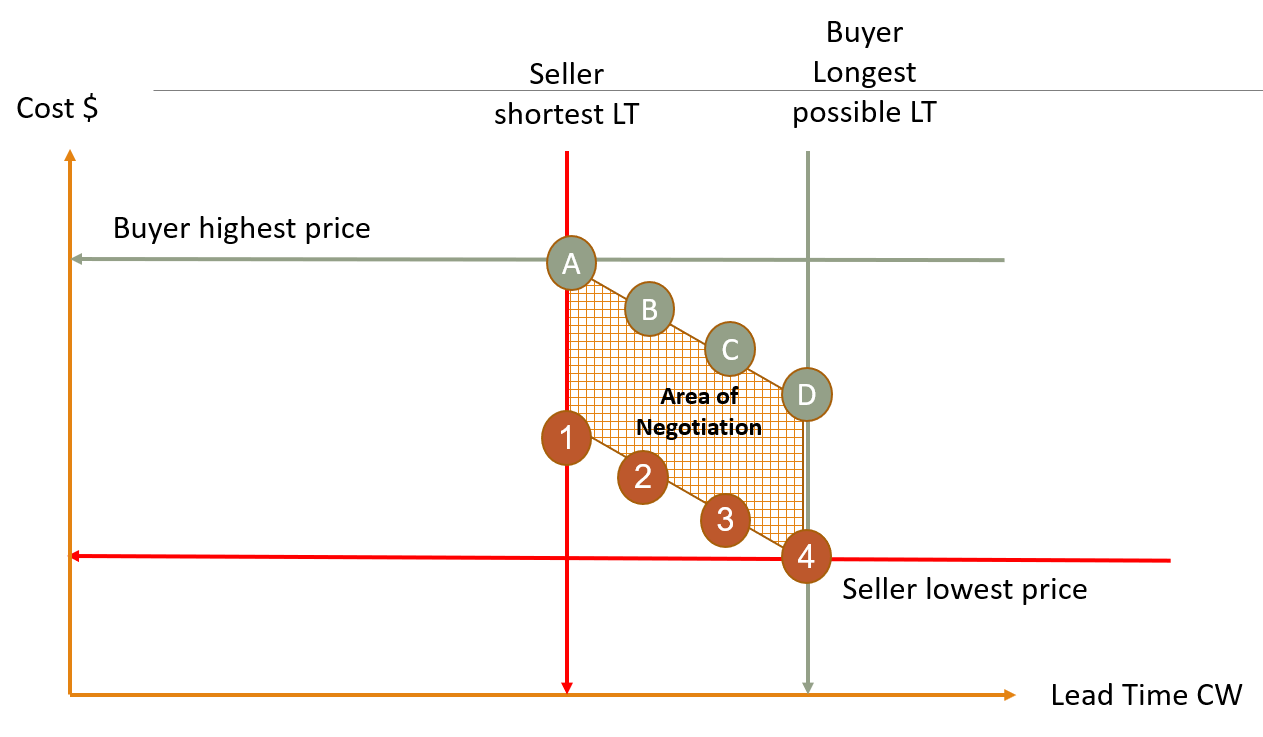
Type D, Cost and Lead time with high coloration
When Lead Time and cost are two factors which connected with high coloration relationship, the area of negotiation becomes a trapezoid
In the first chapter of Supply chain M&A we will overview together the reasoning behind the initative for organizaions M&A, we will discuss the options we might face and the related roadmap the managment decision making turns to.
Reasons for supply chain mergers are vary between optimizing current multiple suorces and reducing manufacture centers due to enterprize as well as mid companies aquisitions activities. it make sense to consolidate two or more manufacture sites, or suppliers/sub-contrcators while the firm is going through process of aquisition of other firm, it makes the activity beneficial if those sources, or manufacture sites are located in the same geographical area, or performing the same technological activity.
Benefits from consolidating supply chain should results with the following benefits to the organizaion:
In the short terms (up to 12 months):
Reduce logistics/manufacture/assembly headcount/labor force
Reduce total inventory, no need to keep same parts on different stocking
Reduce transportation and logistics cost, no need to ship goods from multiple locations, opportunity to consolidate outbound.
In the long terms (from 12 months to 36 months):
Reduce numbers of sources, supplier management become more efficient
Reduce transportation and logistics cost, incoing raw material and goods are consilidated, reduce inbound activity.
Reduce warehouse area and realestate costs, less manufaturing sites, less stocking.
It is important to clarify, during the transition process, the funds invested with the M&A team, training for new trainees for knowledge transfer, processes/activities, may results with increase of expenses and reduce in cashflow. however those activities are critical to perform smooth and solid knowledge transfer from the “giving” team to the “recivers” team. such expenses may results with extensive travel to manufature/suppliers sites, increase with manufacture headcount , project manangers and relarted personal.
Firms can decide to go to M&A due to regalotary issues, taxes, market change, political and demographic reasons.
However the main reasons for supply chain M&A in the 21 century are:
Internal Client Needs
Global Competition
Financial Results
In addition, firms which are aiming for global growth/expansion, are likely to focus on becoming world class organization suppoerted with global supply chain and/or global manufaturing.
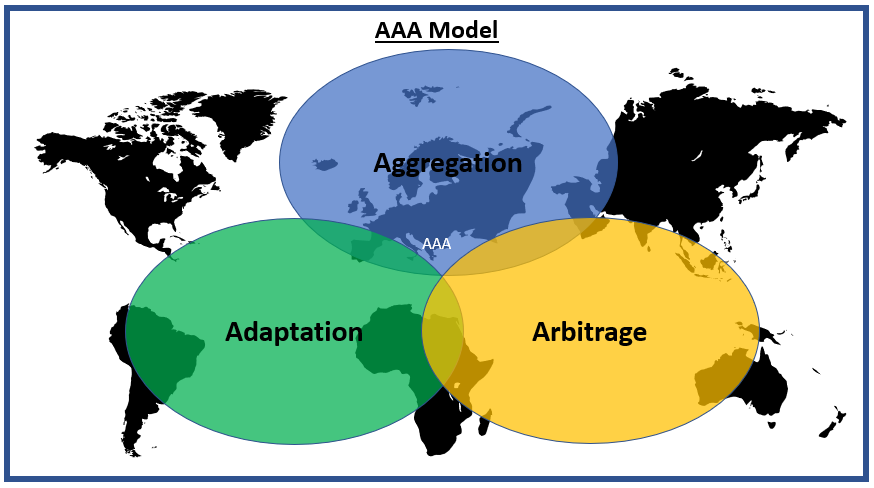
In the AAA model below, we can define 3 elements which drive firms for supply chain M&A:
Aggregation – attemps to deliver economies of scale by creating regional or somtimes global operations, it is involves standardizing the product or services offering and grouping together the developement and production processes.
Adaptation – seeks to boost revenues and market share by maximizing a firm’s local relevance.
Arbitrage – is the exploitation of differences between national or regional markets, ofter by locating seperate parts of the supply chain in different places.
When starting to deal with M&A of Supply Chain organisation, what are the main stages of such M&A project?
Managing M&A of Supply Chain organisation like Purchasing, Planning, Logistics or others, it is very critical to work through the following stages of project management:
1. The business case, or the project initiation incentive. Important to understand the main drivers of the project goals and purpose serves the organisation
2. Map the content of the project in order to Identify opportunities or the value added benefits of M&A within the supply chain.
3. Explore alternatives or sustain best practices, evaluate the cost of ownership based on supply base, sourcing method, geographic base. Does those alternatives serves your project goal? Make sure not to lose your focus
4. Prepare second sources, equivalent alternatives which will provide at least the same performance in terms of cost, lead time, quality and servicability
5. Readiness for production / sourcing, make all the required arrangement to ignite alternative, agreements, supportive knowledge, ordering and commercial treats
6. Provide physical goods/services in order to realize second source and evaluate performance, thus in parallel of maintaining first source not to risk the current supply chain
7. Qualify and Certificate – once second source approved, publish to relevant stakeholders and communicate formalize second source
8. Disengage, if relevant, act to disengage from original source, communicate and wrap up business relationship
When we are facing ramp-up situation with manufacturing and supply chain organizations, we usually faced many disruptive events which unable us and the operation organization to provide the required finish goods according the sales plan.
In this article, I will review several methods to deal with ramp-up situations within manufacturing and supply chain organizations:
First of all – how can we recognize we are in Ramp-up situation?
One of the biggest mistakes of manufacturing organizations is the missconception about its actual situation, in some cases the management feels its only regular increase with demand and therefore don’t take the requried measurement to contain it and face failure soon or in other hand, misjudgment and declare ramp up phase, which results with rapid actions regarding inventory increase, infrastructure build up and labor recuruitment.
So how we recognize Ramp up?
It is common to consider that any increase of product demand over 25% on a sepcific period of time compare to the previous period which results with required increase of ~ 25% or more with constrained resource like: material sourcing, head count, production facility.
The KPI differ from industry to industry, in capital equipment manufacture 25% is widely agreed, in other industires, the KPI could be much higer or much lower.
Other way to recognuze the situation is the timeframe required to fulfill the increased demand, which means if we need more than 6 months to build up the required capacity to withstand the new demand, then we are in ramp-up situation.
Second action – how to define the operative drivers to contain the ramp up?
In order to answer the increasing demand for products/finish goods, the important action required is to identify the main constrains and operative drivers to contain the ramp up. For example:
Material readiness and lead time to source the goods. suppliers capacity to deliver the required level of units in specific time frame, for example: X units per week/month.
Production facility area/foot print, number of assembly slots, processing machines, clean room, machinery, equpment, tools etc. for example, each production slots can produce Y units in std working shift of 8 hours.
Proffesional human resource required to manufacture the products/finish goods.
Thirs rule – to whom we deal first?
The basic rule which of the constrains to deal first is according the identification of the phrase known from Theory of constrains, or simple Project managing is the “Critical path”, or the resource which set the tempo of the entire supply chain.
Another way to identify the “Critical pth” or the “bottle neck” is to increase the specific resource which in results increase the over whole system thoughput.
If increase of the resource wouldn’t results in higher thtoughput, then this resource is not consider to be “bottle neck” and we should look for it in other place.
In general, once we do find the “bottle neck” and resolve its shortage, we will soon face another or new “bottle neck” as well as we increase the demand from the system.
Ways to resolve “bottle necks”:
Increase thoughput by adding labor resource, manufacture machines of tools, increase purchasing volumes in order to increase inventory and utilize more production capability (working overtime/double working shifts).
Last rule – what do we need to be careful about when ramp up?
Once we are on the run, we usually forget that after the pick we will have the slow down, once of the important rule of ramp up is to prepare for the slow which will come right after.
Smart supply chain managers, build a ramp up mechanism such can shrink back to normal production with minimum impact of the operations KPI. ways to do so are:
Using same facility to contain higher demand without investing with additional infrastructure.
Define flexible supply resource which can increase on demand and decrease when ramp up is stabilized with minimum risk for dead stock.
Utilizing head count and human resource and optimize the labor resource in order to minimize letoffs after ramp up period.
Aftermath:
Managing ramp up is not easy task for supply chain managers, it requires fast and clear understanding of the situation as well as the drivers to solve it.
One of the consistent challenges of Contract Manufacturers Category Leaders is to manage company request to add or remove turn key content from/to the contract manufacturer (CM) responsibility.
Usually CM supplier main objective is to increase it’s turn key content of the BOM (Bill Of Material) value and responsibility to reach higher base value and to gain more Over Head charges within the costing model.
To explain more clearly the issue I would like to overview the costing models common by CM supplier performing Turn Key activity to OEM (Original Electronic Manufacturer) or other company.
Turn-Key Costing Model
Most of Turn Key Costing models are based on few principles:
1. BOM (Bill Of Material) Cost – according agreed BOM value
2. BOM Over Head (OH) – by percentage from total BOM value
3. Labor Cost – according agreed rate per hour
4. Profit and G&A – by percentage from total activity value
5. Logistics Charges – such as warehouse costs, packaging , shipment
Turn Key cost model would look like the following:
[BOM Value]X[1+OH] + Labor + [Profit and G&A] + Logistics
For example:
BOM Cost = $15,000
BOM OH = 5%
Labor = 50 hours
Cost per hour = 60 usd
Profit and G&A = 10%
Logistics = $750
Total costing = [15,000]x[1+0.05] + 50×60 + [(15,000+50×60)x[0.1] + 750
Many companies which manufacture it’s products through integration process, can calculates its expenses by COGS (Cost Of Goods) model.
Most of COGS model are based on:
BOM cost ($)
Labor cost ($)
Internal Over Head (%)
Therefore shifting BOM content from In house Operations to Turn Key content should be driven by cost effective test scenario.
Developing the two scenarios options: Turn Key Vs. In house, comparing the two alternatives will allow us to draw the neutral curve which represent the sensitivity curve between benefit or loss of the alternative.
At the chart above we can see the neutral curve which define the benefit/loss areas of the turn key content, on the upper left side we can find the high value material with low labor cost which suggest to keep item in house.
At the lower right we can find the low value material with high labor cost which suggest us to shift the item to Turn Key content.
About the author:
My name is Yiftach Harris, I’m 39 years old, Industrial Engineer (B.Sc) and Lives in Israel.
Professional with Contract Manufacturing, Supply Chain, Inventory control, Procurement sourcing, Purchasing processes.
Working for Global Electronic Company as Global Category Leader.